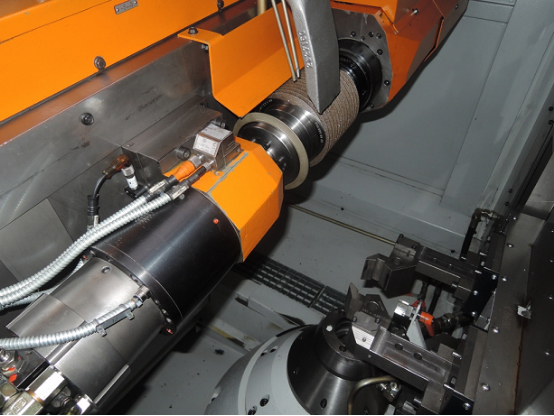
CNC控制齒輪和輪廓磨床 L I E B H E R R LCS 300
規(guī)格型號:LCS 300型
生產(chǎn)時間:2006
齒輪最大直徑:300毫米
模數(shù):1 – 7
螺旋角:+/- 35°
工作臺中心到砂輪中心的距離:15 – 450毫米
垂直研磨行程:600 mm
刀具滑塊的切向行程/移位行程:200 mm
最小齒數(shù):4
主軸上方的研磨高度最小/最大:60-660毫米
砂輪直徑x長度/輪廓磨盤Ø145 x 210/175 mm
砂輪主軸轉(zhuǎn)速:2.500 – 10.000 rpm
工作臺最大速度:800轉(zhuǎn)
研磨主軸驅(qū)動器:28 kW、
總負(fù)載約:50千瓦-400伏– 50赫茲
機器總重量:15.000公斤
西門子-CNC控制型號840 D
CNC版本軟件為專為齒輪制造而設(shè)計。
基于WINDOWS的操作員界面是操作員非常友好,并且還顯示錯誤診斷信息,以確保高水平生產(chǎn)率。配備各種研磨程序。
·自動和非接觸式齒嚙合裝置,可將磨削工具調(diào)整到齒隙內(nèi)。
·全新的磨削概念允許使用CBN蝸桿和CBN磨盤
在同一研磨工具上,可以使用兩種研磨方法:
一種。使用蝸輪產(chǎn)生磨削方法(用于批量生產(chǎn))
b。中小型批量生產(chǎn)的高精度加工輪廓磨削
C。兩種方法的結(jié)合=使用蝸桿進行粗加工并進行精加工
使用配置文件磁盤可確保最高的準(zhǔn)確性。
·高速磨削主軸,轉(zhuǎn)速高達10.000 rpm / 70 ms,對主軸進行冷卻以提高熱穩(wěn)定性。
·工件自動處理系統(tǒng)包括一個安裝在其上的兩工位環(huán)形裝載機
計數(shù)器支架與緩沖傳送帶的組合使FLEX LINK不在加工區(qū)域之內(nèi)。
·液壓工件夾緊裝置,但不帶夾緊裝置。
·一扇滑動門可實現(xiàn)完整的工作區(qū)域保護。獨立的CO 2滅火器
升降裝置,方便更換磨具
聯(lián)系:135 2207 9385