

拉削加工是一種能夠?qū)⑿枰獫L齒機(jī)、插齒機(jī)和銑床等進(jìn)行組合加工的零件在短時(shí)間內(nèi)加工出來(lái)的加工方法。并且,由于能夠使加工精度穩(wěn)定在很高水平,所以廣泛用于汽車制造業(yè)等各種產(chǎn)業(yè)領(lǐng)域。另外,這種加工方法還被用于發(fā)電機(jī)制造業(yè)和飛機(jī)制造業(yè)所使用的渦輪盤(pán)之類難切削材料的高精度加工,作為現(xiàn)代產(chǎn)業(yè)不可缺少的一種加工法倍受矚目。
咨詢電話:135 2207 9385
拉削加工的特點(diǎn):
● 能在短時(shí)間內(nèi)加工完成,實(shí)現(xiàn)高效生產(chǎn)
● 穩(wěn)定的高加工精度
● 只要在軸向上相同,即使是復(fù)雜且不規(guī)則 的加工面也能夠進(jìn)行加工
● 良好的精修面
● 極為經(jīng)濟(jì)的加工方法
● 不需要熟練的加工技術(shù)
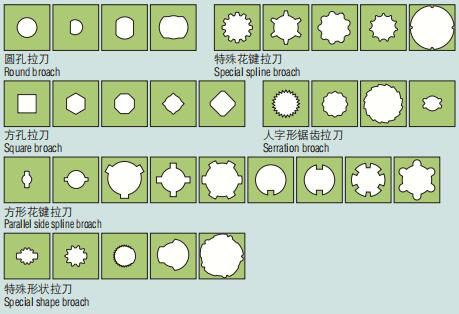
內(nèi)拉削加工例:

實(shí)現(xiàn)拉削加工的MQL化:
拉削加工是一種能夠以極高的精度和其它加工方法比較困難的高效率將加工對(duì)象加工成復(fù)雜形狀的加工方法,這種加工方法在大批量生產(chǎn)中是不可缺少的。以往在加工時(shí)使用了大量的切削油。采用MQL拉床和MQL拉刀,實(shí)現(xiàn)了利用MQL的MQL拉削加工。
MQL加工的特點(diǎn) :
● 由于減少了冷卻液的使用量,改善了作業(yè)環(huán)境(照片1、2)
● 降低運(yùn)營(yíng)成本
● 取消了后洗凈工序
以實(shí)際加工時(shí)間不足1秒的超高效率,實(shí)現(xiàn)50 ~ 60HRC淬火鋼的精加工!
高硬加工
拉削加工能夠以高精度和高效率將加工對(duì)象加工成復(fù)雜的形狀。為了進(jìn)一步提高經(jīng)過(guò)上述拉削加工的加工部件的性能,會(huì)對(duì)其實(shí)施熱處理。但是,在熱處理時(shí)會(huì)發(fā)生熱處理變形,所以必須實(shí)施磨削精加工。然而,隨著超高硬拉刀和高硬拉床的開(kāi)發(fā),對(duì)上述熱處理變形的除去加工也成為可能,因此能夠?qū)崿F(xiàn)部件的高精度化和穩(wěn)定化。
特點(diǎn):
● 高硬度材料的高精度加工
因?yàn)槟軌蛲耆ビ捕葹?0 ~ 60HRC的加工對(duì)象的熱處理變形,所以能夠?qū)χ半y以加工的異形孔進(jìn)行精加工,因此能夠?qū)崿F(xiàn)部件的高精度化和穩(wěn)定化。
● 高效率加工
使用組裝式超硬拉刀和高硬拉床,以60m/min的切削速度進(jìn)行高速加工。
實(shí)際切削加工時(shí)間不足1秒。
● 半干式切斷
使用微量霧狀冷卻,環(huán)保,無(wú)需清洗工件,無(wú)需對(duì)切屑進(jìn)行脫油處理,無(wú)需進(jìn)行廢液處理。
高硬拉刀 :
● 由超硬更換刀片和鉆套構(gòu)成。刀部使用了新開(kāi)發(fā)的超微粒硬質(zhì)合金,并且實(shí)施了
TiAlN系的特殊涂層,因此具有優(yōu)良的耐磨損性能和耐熱性能。
● 通過(guò)選擇正確的前角,改善了刀頭強(qiáng)度和耐崩刃性
● 通過(guò)重磨前傾面,能夠重復(fù)使用
1、硬式拉床HW-5008

● 切削速度為1~ 60m/min。適應(yīng)硬式拉刀的最佳加工條件50 ~ 60m/min
● 通過(guò)線性滾子導(dǎo)軌和高剛性的特殊滾珠絲桿,確保高速驅(qū)動(dòng)時(shí)的可靠性
● 根據(jù)剛性解析,對(duì)機(jī)器主體、工作臺(tái)進(jìn)行優(yōu)化設(shè)計(jì)
● 采用工件移動(dòng)式,降低工件安裝高度,提高作業(yè)效率
● 無(wú)液壓系統(tǒng)實(shí)現(xiàn)了節(jié)省能源、節(jié)省空間
HW-5008
拉力 (KN) 50
最大行程 (mm) 800
切削速度 (m/min,60Hz) 1~60(常用60)
回程速度 (m/min,60Hz) 1~60
墊孔徑 (mm) 120
工件最大外徑 (mm) 280
工件安裝面高度 (mm) 1,000
機(jī)器高度 (mm) 3,400
占地面積 (mm×mm) 1,780×1,900
機(jī)器質(zhì)量 (kg) 5,700
2、高速精加工拉床Hi-5010
● 通過(guò)組合以往的10倍切削速度和半干拉削,可降低15%的加工成本。
● 采用刀具移動(dòng)式,還可以對(duì)應(yīng)表面加工

Hi-5008/5010 Hi-5014
拉力 (KN) 50 50
最大行程 (mm) 800/1,000 1,400
切削速度 (m/min,60Hz) 1~80 1~44
回程速度 (m/min,60Hz) 1~80 1~44
拉刀升降裝置行程 (mm) 400 —
墊孔徑 (mm) 120 —
工件最大外徑 (mm) 280 280
主電動(dòng)機(jī) (kW) AC(交流)伺服電機(jī)52 AC(交流)伺服電機(jī)16
機(jī)器高度 (mm) 2,900/3,300 4,340
占地面積 (mm×mm) 1,300×1,700 1,300×2,000
機(jī)器質(zhì)量 (kg) 3,700 6,000
3、小型機(jī)械拉床NBx 系列 series

● 依靠伺服馬達(dá)高速加工
切削速度2.3倍 6→ 15m/min
工作臺(tái)往返時(shí)間 14→ 6秒
● 通過(guò)無(wú)液壓化實(shí)現(xiàn)節(jié)省能源、節(jié)省空間
NBx-7.5-10
拉力 (KN) 75
最大行程 (mm) 1,000
切削速度 (m/min,60Hz) 15
回程速度 (m/min,60Hz) Max.27.2
拉刀升降裝置行程 (mm) 400
墊孔徑 (mm) 120
工件最大外徑 290
臺(tái)面高度 1,475
占地面積 (mm×mm) 1,250×2,200
機(jī)器質(zhì)量 (kg) 2,500
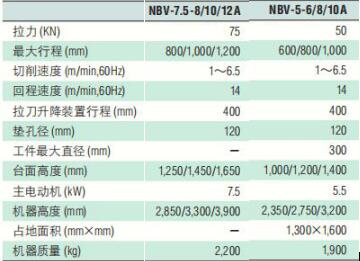
4、小型內(nèi)拉床NBV 系列 series

● 構(gòu)造簡(jiǎn)單,節(jié)省空間的內(nèi)拉床
● 從鍵槽到花鍵均能高效加工

5、Hx-T 系列 series

● 內(nèi)斜齒輪的高效加工
● 實(shí)現(xiàn)切齒機(jī)無(wú)法達(dá)到的高精度加工


6、臥式平面拉床 NSL 系列 series

● 可高速高效率加工缸體,渦輪盤(pán)等
● 包括機(jī)械方式在內(nèi),系列產(chǎn)品豐富




