

卷板機(jī)-錐形卷板機(jī)-上輥萬能式卷板機(jī)
一﹑總述:
該機(jī)屬于液壓型三輥卷板機(jī),用于將鋼板卷成圓筒形。
上輥可以垂直升降﹑水平移動。
預(yù)彎通過調(diào)節(jié)上輥,使上輥相對于下輥非對稱位置來實(shí)現(xiàn)。
滾圓時通過電機(jī)、減速機(jī)帶動兩下輥進(jìn)行。
由于下輥標(biāo)高不變,所以便于進(jìn)料和操作。
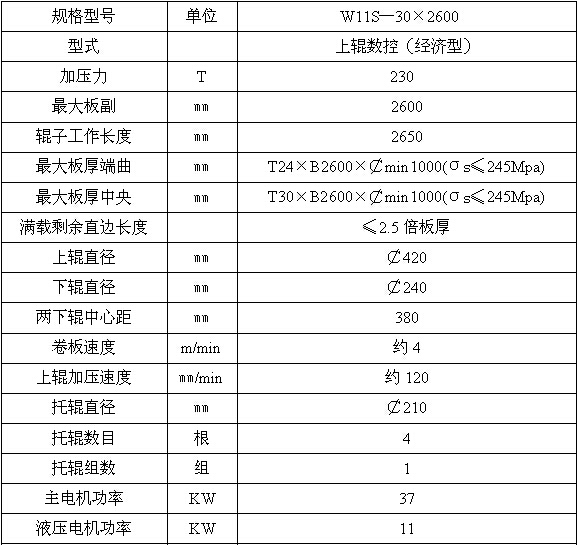
二、設(shè)備的主要技術(shù)參數(shù)
 三、工作原理及結(jié)構(gòu)特征
三、工作原理及結(jié)構(gòu)特征
該機(jī)械主要由上輥裝置、下輥及水平移動裝置、托輥裝置、主傳動系統(tǒng)、翻倒裝置、機(jī)架、平衡裝置、底盤等部分組成。
3-1、上輥裝置
上輥裝置由上輥、主油缸、上輥軸承座及雙列調(diào)心軸承等組成。
兩主油缸提供卷制板材所需的加壓力,主油缸工作壓力為19.5MPa.
雙列調(diào)心軸承采用低速、重載的調(diào)心滾子軸承.
上輥呈鼓形,用于補(bǔ)償上輥受力變形撓度。
上輥用45#制成,粗加工后調(diào)質(zhì)處理,HB260-300。
3-2、下輥及水平移動裝置
下輥裝置由下輥、下輥軸承座、下輥滑動軸承、下輥輸入齒輪等組成。
下輥裝置為卷制板材提供正反扭矩。
通過主傳動輸出齒輪和下輥輸入齒輪,傳動扭矩。
下輥用45#鋼制成,調(diào)質(zhì)處理,輥身表面機(jī)械強(qiáng)化處理。
下輥滑動軸承選用SF-1自潤滑復(fù)合材料,
水平移動裝置由水平移動電機(jī)提供動力,通過蝸桿傳動機(jī)構(gòu)、螺旋傳動機(jī)構(gòu)帶動機(jī)架、上輥部件水平移動,實(shí)現(xiàn)工件的預(yù)彎,以及非對稱卷制。
3-3、托輥裝置
托輥裝置由托輥組合、斜楔機(jī)構(gòu)、螺旋機(jī)構(gòu)組成。
調(diào)節(jié)螺桿帶動相對兩組斜楔靠攏或分離,從而使托輥組合升高或降低。
托輥為45鋼制造,調(diào)質(zhì)處理,硬度低于下輥。
3-4、主傳動系統(tǒng)
主傳動系統(tǒng)由主電機(jī)、減速機(jī)、輸出齒輪等組成。
系統(tǒng)可正反轉(zhuǎn),提供工作動力,通過主減速機(jī)、輸出齒輪、下輥齒輪傳遞扭矩至下輥,使下輥轉(zhuǎn)動,依靠摩擦力帶動板材進(jìn)給,完成卷制工作。
3-5、翻倒裝置
翻倒裝置由銷軸、滑枕、翻倒液壓缸、支座等組成。
翻倒液壓缸帶動翻倒機(jī)架翻倒或復(fù)位。翻倒機(jī)架翻倒時,便于制品沿翻倒端取出。
3-6、平衡裝置
平衡裝置由兩根拉桿和平衡梁組成。
平衡裝置在翻倒側(cè)架翻倒后,壓住上輥的尾部,保持上輥的平衡。
3-7、機(jī)架
固定、翻倒機(jī)架為焊接件,焊后振動時效去除應(yīng)力處理。機(jī)架用于安裝液壓缸,并帶動上輥部件作水平移動。
3-8、底盤
底盤為箱式焊接結(jié)構(gòu),退火處理。用于安裝各部件。
3-9、錐筒裝置
本錐筒裝置為卷板機(jī)的附件,主要組成有:上支座,鉸支軸,軸套,銷軸等。
在卷制錐筒時,工件與軸套相互抵觸產(chǎn)生摩擦阻力,而且軸套擋住工件縱向移動,將工件逐步成型至所要求的錐度,所卷工件的錐度小于30度,卷制錐筒工件的承載能力為本卷板機(jī)卷制能力的60%。在卷制圓柱筒時,不需要錐筒裝置,將(定位銷軸)抽出,將鉸支軸調(diào)整水平方向,然后(定位銷軸)插入定位孔并鎖緊。
四、液壓系統(tǒng)
4-1總體概述
液壓系統(tǒng)由齒輪泵、閥組、流體連接件、液壓輔件等組成。
液壓閥選用疊加閥系列,管路不止簡潔、維護(hù)調(diào)試方便。
系統(tǒng)有三種回路組成,超壓保護(hù)及壓力調(diào)節(jié)回路,同步回路,速度回路組成。
壓力調(diào)節(jié)回路通過主溢流閥調(diào)節(jié)系統(tǒng)工作壓力。系統(tǒng)工作壓力為19.5MPa。
同步回路通過分流節(jié)流閥對上輥的上升、下降粗步分流同步,節(jié)流閥進(jìn)行上下調(diào)節(jié);
速度回路控制翻倒側(cè)機(jī)架的翻倒、復(fù)位,通過節(jié)流閥進(jìn)行回路節(jié)流速度的調(diào)節(jié)。
4-2各種保護(hù):上輥的上升、下降分別有溢流閥作壓力極限保護(hù)。
五、電氣控制系統(tǒng)
5-1:概述
電氣控制系統(tǒng)由電氣控制柜、操作臺、手持按鈕盒組成。
系統(tǒng)主要技術(shù)指標(biāo):
系統(tǒng)工作電壓為380V/50Hz。 環(huán)境溫度為-5度到45度 。
控制電路采用PLC可編程控制器系統(tǒng),繼電器少,動作可靠,壽命長。
控制柜上設(shè)置有完成整個卷制過程的全部按鈕和指示燈,可對整機(jī)的工作狀態(tài)和操作進(jìn)行控制,手持按鈕盒為流動作業(yè)時對關(guān)鍵操作的控制提供了方便。
5-2保護(hù)
電機(jī)配有相應(yīng)的斷路器作電流短路保護(hù);電機(jī)配有相應(yīng)的熱繼電器作超負(fù)荷保護(hù);上輥水平移動配有限位開關(guān)作極限的位置保護(hù);翻倒缸的翻倒、復(fù)位分別設(shè)有上、下限位開關(guān)極限保護(hù);
總電源短路器有分勵脫扣器,在操作臺及手提按鈕盒均有“急停”按鈕以遠(yuǎn)程切斷總電源。
5-3互鎖
翻倒架充分的復(fù)位(限位開關(guān)控制)后,上輥升降、上輥前后移動、下輥正 反轉(zhuǎn)等動作方可進(jìn)行;
上輥位于上位(限位開關(guān)控制)時,上輥水平移動、翻倒側(cè)單獨(dú)下降不能進(jìn)行;
上輥壓力繼電器工作壓力大于(1/3P)時,上輥不能水平移動。
5-4故障指示
電機(jī)過載時,故障指示燈亮; PLC發(fā)生故障時,故障指示燈亮。
六、數(shù)控控制系統(tǒng)
數(shù)控系統(tǒng)具有在卷制過程中的實(shí)時監(jiān)控、到位控制和短電記憶等功能。
實(shí)時監(jiān)控:觸摸屏隨時顯示上輥主油缸上下的位移量Y、上輥水平移動量X。
到位控制功能:觸摸屏上的數(shù)字和功能鍵對工藝參數(shù)進(jìn)行設(shè)定,可以實(shí)現(xiàn)上輥上下、水平移動量的到位控制。








